β晶型PPH管的热熔温度通常设定在195℃~205℃之间。以下是详细说明及操作建议:
核心结论
-
标准温度范围:
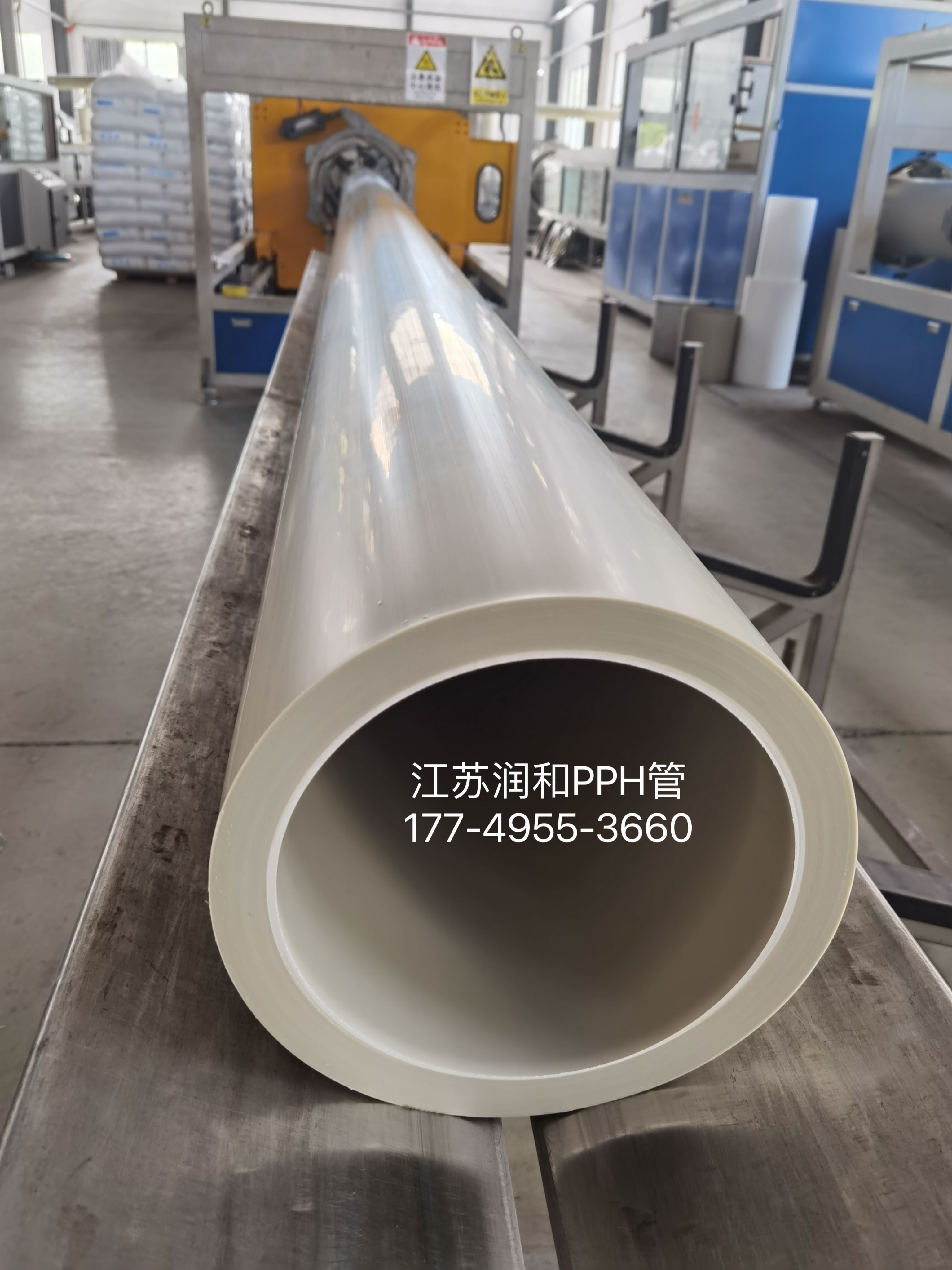
***来源均指出,江苏润和β晶型PPH管的热熔焊接温度应控制在195℃~205℃。此温度区间既能确保材料充分熔融,又能避免高温导致性能下降。 -
温度设定依据:
-
β晶型PPH管通过β改性处理,形成均匀细腻的Beta晶型结构,提升了耐高温性和抗冲击强度。
-
热熔温度需高于其长期使用温度(***高100℃),但低于材料分解温度(约280℃以上),以确保焊接质量。
-
关键影响因素及操作细节
-
管材规格与壁厚:
-
薄壁管:建议温度控制在195℃~205℃。
-
厚壁或特殊规格管:温度可调整至220℃~250℃,需结合焊接设备性能及实际环境决定。
-
-
预热温度:
-
一般控制在50℃~100℃,可降低焊接时的热应力,减少变形风险。
-
-
焊接时间:
-
薄壁管:熔接时间约3~4秒。
-
厚壁管:需延长焊接时间,具体17749553660时间根据焊接速度调整,避免过度熔化或焊接不牢。
-
-
环境要求:
-
环境温度不得低于0℃,否则可能影响焊接质量。
-
-
设备与维护:
-
使用合格的焊接设备,并定期维护,确保加热板温度均匀稳定。
-
-
-
人员操作:
-
操作人员需经过专业培训,熟悉焊接流程和安全规范,避免高温灼伤。
-
材料特性与质量控制
-
β晶型优势:
β晶型PPH管具有优异的耐化学腐蚀性、耐磨损性和抗紫外线性能,其刚性大、拉伸屈服强度高(达30MPa),适合化工、环保、建筑等领域。 -
焊接质量检查:
焊接后需自然冷却,检查接头是否平整、无气泡或裂纹,确保密封性和强度。
总结
β晶型PPH管的热熔温度以195℃~205℃为核心范围,实际应用中需结合管材规格、壁厚及环境调整参数。严格遵循操作规范,可确保焊接质量,保障管道系统的安全稳定运行。

